
Jazyk

Papírové dutinky vypadají jednoduše, ale každý, kdo je kupuje nebo vyrábí, zná jejich bolesti hlavy: stížnosti na delaminaci, nerovnoměrná tloušťka stěny, nepořádek v lepidle, neostré okraje, teleskopické úpravy, špatné zaoblení a neustálé prostoje způsobené výměnou nožů nebo špatným podáváním papíru. Tento článek rozebírá, co ve skutečnosti způsobuje tyto problémy a jak aStroj na papírové trubkylze konfigurovat, provozovat a udržovat tak, aby poskytovaly stabilní kvalitu v měřítku. Získáte praktický nákupní seznam, výrobní pracovní postup, který předchází běžným závadám, tabulku s porovnáním možností stroje, rutinu kontroly kvality, které zákazníci důvěřují, a průvodce řešením problémů, který mohou operátoři používat přímo na podlaze.
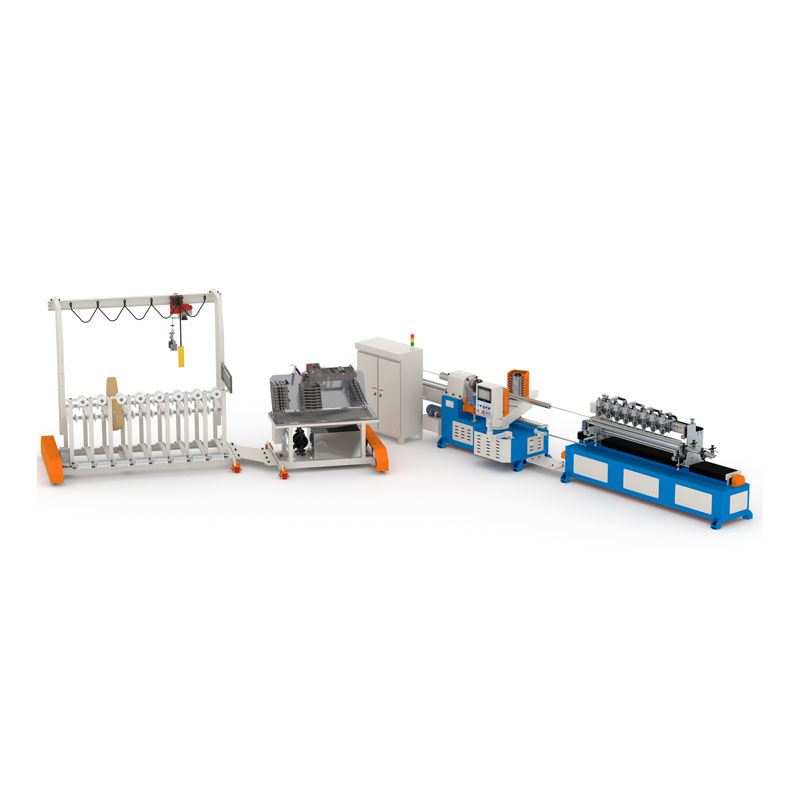
Když kupující řekne „vaše trubky jsou nekonzistentní“, obvykle to znamená jeden z těchto specifických problémů. Dobře nakonfigurovanýStroj na papírové trubkyby jim měl zabránit u zdroje – ne tříděním špatných trubek poté, co jsou již vyrobeny.
Pokud získáváte tuby pro balení, štítky, fólie, textilie, papírny nebo pro použití ve stavebnictví, vaše zákazníky zajímají dvě stejné věci:opakovatelnostačisté okraje. Všechno ve vašem procesu by mělo bránit tyto výsledky.
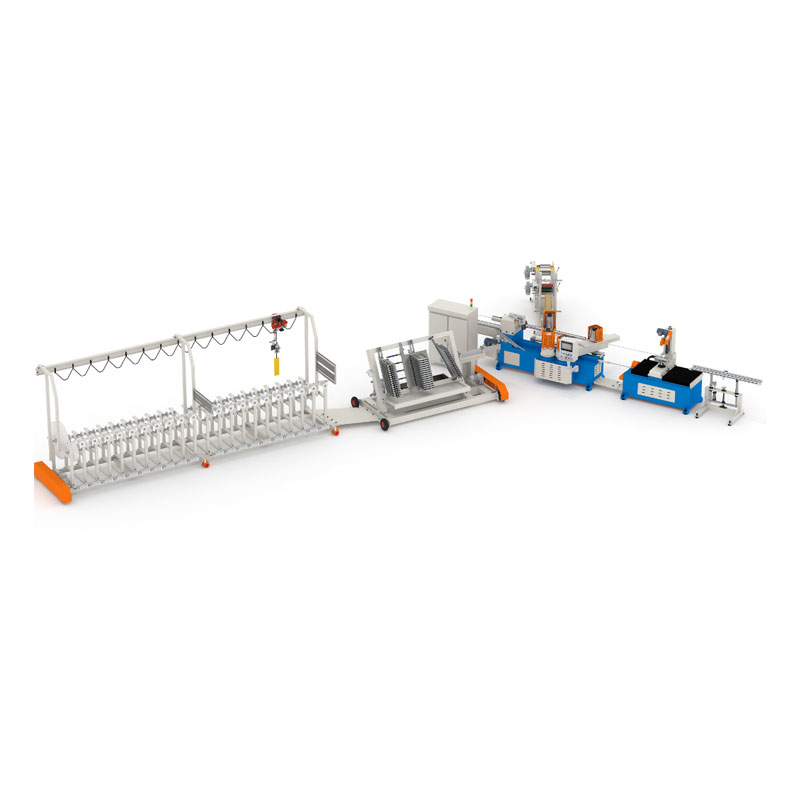
Trubkové vedení je systém. Pokud se zaměříte pouze na „rychlost stroje“, skončíte s rychlejší výrobou odpadu. Zde je pracovní postup, který byste měli vyhodnotit krok za krokem:
Pokud vaše stávající elektronky selžou „náhodně“, příčina je zřídka náhodná. Obvykle se jedná o posun v tahu, viskozitě lepidla nebo opotřebení trnu, které nikdo neměřil, dokud si zákazníci nestěžovali.
Ne každá aplikace trubek vyžaduje stejnou konstrukční metodu. Pomocí níže uvedené tabulky přizpůsobte styl stroje požadavkům produktu.
| Typ stroje / procesu | Nejlepší pro | Silné stránky | Pozor Outs |
|---|---|---|---|
| Spirálové vinutí | Obecné obalové tuby, textilní jádra, etiketová jádra, ochranné tuby | Vysoká účinnost, flexibilní velikosti, stabilní výkon při kontrole napětí | Potřebuje dobrou stabilitu tahu/lepidla, aby se zabránilo delaminaci a oválnosti |
| Konvolutní vinutí | Vysoce přesné trubky, silnější stěny, aplikace vyžadující užší toleranci | Vynikající kruhový potenciál, silná struktura, čisté rozložení vrstev | Vyšší citlivost nastavení; šířka papíru a zarovnání musí být konzistentní |
| Manuální / vstupní linka | Malé série, testování nových trubicových produktů, omezený rozpočet | Nižší vstupní náklady, jednoduché školení | Výstup silně závisí na dovednostech operátora; těžší udržet konzistenci |
| Poloautomatická linka | Rostoucí továrny vyžadující stabilní výkon bez nákladů na plnou automatizaci | Vyvážená produktivita, stabilnější kontrola klíčových kroků | Stále potřebuje standardní provozní postupy, aby se zabránilo posunu tuhnutí |
| High-Automation Line | Velké objednávky, krátká dodací lhůta, zákazníci s přísnou kontrolou kvality | Opakovatelnost, nižší pracovní závislost, lepší škálování | Vyžaduje disciplinovanou údržbu a plánování náhradních dílů |
„Nejlepší“ možnost je ta, která odpovídá vaší toleranci trubky, rozsahu průměrů, tloušťce stěny a očekáváním zákazníků – nikoli ta s nejvyšším číslem rychlosti v brožuře.
Pokud se chcete vyhnout výčitkám kupujícího, uzamkněte své požadavky, než porovnáte nabídky. Zde je praktický kontrolní seznam:
Tip pro profesionály: Položte si tuto nepříjemnou otázku –"Co se stane, když můj nejlepší operátor skončí?"Pokud se vaše kvalita zhroutí, ještě nemáte proces; máš člověka. A správně specifikovánoStroj na papírové trubkya zdokumentovaná nastavení toto riziko snižují.
K získání důvěry nepotřebujete složitou laboratoř. Potřebujete konzistenci a sledovatelnost. Použijte jednoduchý postup, který mohou operátoři skutečně dodržovat:
Nejúčinnějším vylepšením je sledováníšrotové důvody. Pokud je „džem při krmení“ hlavním hnacím motorem odpadu, nekupujte rychlejší vybavení – nejprve opravte stabilitu podávání a zaškolte se.
Továrny se často honí rychlostí a pak jsou potrestány šrotem, přesčasy a naštvanými zákazníky. Lepším plánem je navrhnout stabilní výstup:
Při plánování výstupu zahrňte skryté časové propady: manipulaci se spoji, čištění lepidla, výměny čepelí a změny velikosti. O něco pomalejší linka s méně zastávkami může překonat rychlejší linku, která neustále narušuje rytmus.
Většina „záhadných problémů“ potrubí jsou skryté problémy s údržbou. Chraňte dobu provozuschopnosti pomocí návyků, které jsou nudné – ale ziskové:
Jeden podceňovaný tip: zacházejte s lepidlem jako s kontrolovaným materiálem, nikoli se zásobou „všechno, co je k dispozici“. Stabilní viskozita a čistá aplikace dělají pro kvalitu trubek více než mnoho drahých upgradů.
A Stroj na papírové trubkynení jednorázový nákup. Je to dlouhodobý výrobní vztah. Dodavatel, kterého si vyberete, by měl být schopen vysvětlit nastavení, odstraňovat závady a pomoci vám standardizovat výstup – nejenom dodávat zařízení.
Pokud hodnotíte dodavatele, hledejte:
Pro týmy, které chtějí strukturovanější přístup – zejména při škálování kapacity –Wenzhou Feihua Printing Machinery Co., Ltd.je často hodnocena jako dodavatelská možnost, protože mnoho kupujících chce nejen vybavení, ale také praktické provozní pokyny a stabilní výrobní postupy, které snižují závislost na „hrdinských operátorech“.
Pokud vaše stávající trubice trpí nekonzistentním spojením, chaotickými okraji nebo prostoji, které narušují dodávku, oprava jen zřídka „běží rychleji“. Skutečným řešením je odpovídající správnéStroj na papírové trubkykonfiguraci podle specifikací vaší trubice a následně vytvoření opakovatelného procesu, který udržuje stálou kvalitu i při změně směn.
Jste připraveni diskutovat o svém rozsahu velikostí trubek, cílové toleranci a výrobních cílech? Natáhnout ruku akontaktujte násprozkoumat praktický stroj a plán procesu, který se hodí pro vaši továrnu – nejen generickou nabídku.











