
Jazyk

Shrnutí článku
Papírové tuby se objevují všude – obaly, textilie, etikety, ochranná jádra, dokonce i konstrukční formy. Ale v okamžiku, kdy poptávka roste, mnoho výrobců narazilo na stejnou stěnu: nekonzistentní síla trubky, chaotické linie lepidla, nestabilní průměry, vysoká míra zmetkovitosti a nepříjemné prostoje způsobené zácpami a pomalými změnami. Tato příručka rozebírá to, co se obvykle nedaří při výrobě papírových trubek, co vyhodnotit před nákupem zařízení a jak vybudovat stabilní, opakovatelný proces, který poskytuje silné, čisté trubice připravené pro zákazníka. Najdete zde také praktický kontrolní seznam, srovnávací tabulku klíčových funkcí stroje a často kladené dotazy na podporu lepšího rozhodování o nákupu.
Obsah
Pokud jste někdy měli „dokonalou“ zkumavku v pondělí a vlnu odmítnutí ve čtvrtek, nejste sami. Výroba papírových trubek je klamavá citlivé: malé změny vlhkosti papíru, viskozity lepidla, napětí vinutí nebo ostrosti čepele mohou vyvolat posun kvality. Když si zákazníci stěžují, obvykle nejsou jen vybíraví – jejich stroje navazující na to (tisk, řezání, převíjení, laminování, textilní vinutí) jsou také citlivé. Zde jsou bolestivá místa, která kupující nejčastěji zmiňují, plus to, co je obvykle za nimi.
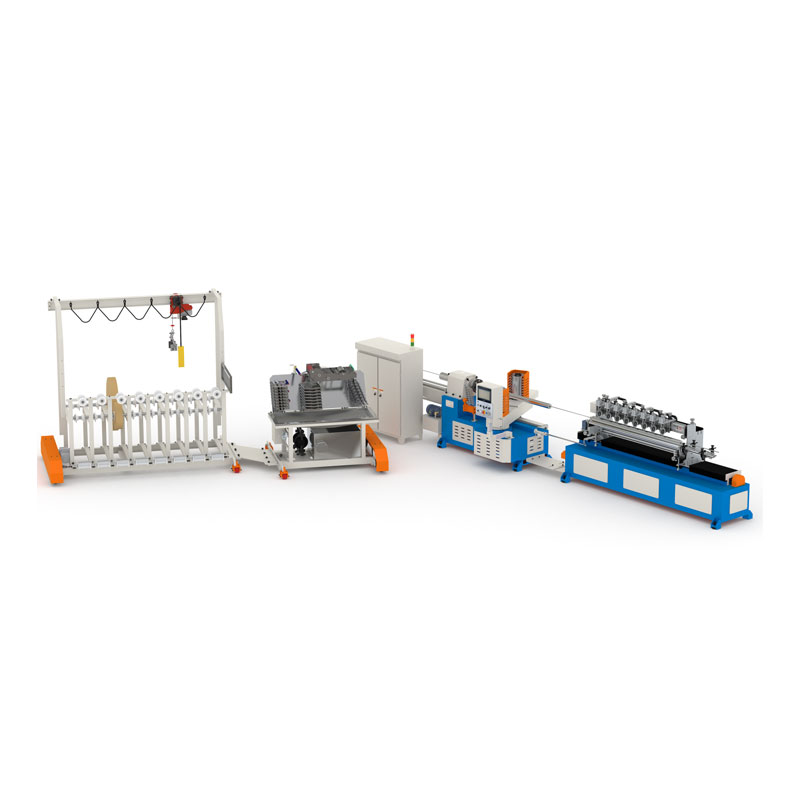
Spolehlivýstroj na papírové trubkynejen „běží“. Pomáhá vašim operátorům provozovat to stejným způsobem každou směnu – takže vaše elektronky zůstávají stabilní i když se zvýší objem výroby nebo se k lince připojí noví zaměstnanci.
Různá průmyslová odvětví se starají o různé tolerance, ale většina kupujících posuzuje trubky pomocí stejné hrstky výsledků: fit, síla, povrch a kvalitu řezu. Pokud chcete méně sporů a rychlejší schvalování, definujte své interní cíle předem.
| Kvalitní položka | Proč je to pro zákazníky důležité | Typické kořenové příčiny, když selže |
|---|---|---|
| Stabilita vnitřního průměru | Zabraňuje kolísání, prokluzování a vibracím na převíjecích nebo tiskových hřídelích | Opotřebení trnu, posun tahu, vychýlení papíru, nerovnoměrný tlak navíjení |
| Kulatost (nízká oválnost) | Zlepšuje přizpůsobení a snižuje poškození hran během vysokorychlostního běhu | Nevyvážené napětí, nekonzistentní tloušťka papíru, špatné vyrovnání nástrojů |
| Pevnost spoje a celistvost vrstvy | Zastavuje delaminaci, kolaps a praskání jádra | Špatná viskozita lepidla, nízká kryvost, nedostatečná doba vytvrzení, vlhkost papíru |
| Čistota ostří | Snižuje prašnost, zlepšuje bezpečnost manipulace, podporuje čistý vzhled obalu | Tupé nože, nesprávná rychlost řezačky, vibrace, chybné podávání |
| Vzhled povrchu a kontrola lepidla | Důležité pro značkové obaly a tuby určené pro maloobchod | Nadměrná aplikace lepidla, nerovnoměrný nátěr, nestabilní podávání, špinavé válečky |
Všimněte si tématu: stroj je jen polovina příběhu. Nejlepší výsledky pocházejí z konstrukce stroje, která podporuje konzistentní parametry, plus produkční tým, který měří a standardizuje.
Před porovnáním modelů definujte svou „rodinu trubek“. Stroj, který vyniká v tlustostěnných průmyslových jádrech, může být neefektivní krátké tenkostěnné obalové tuby a naopak. Zeptejte se sami sebe:
Jakmile zmapujete svůj produktový mix, vyberte konfiguraci stroje, která chrání „tvrdé části“: stabilní napětí vinutí, kontrolované nanášení lepidla, přesné řezání a opakovatelné úpravy mezi velikostmi. Zde vám zkušený výrobce může ušetřit měsíce pokusů a omylů.
Například,Wenzhou Feihua Printing Machinery Co., Ltd.podporuje zákazníky, kteří chtějí spolehlivou řadu papírových trubek, která může být nakonfigurován podle jejich sortimentu trubek, uspořádání závodu a zvyklostí operátora – protože skutečný výrobní úspěch závisí na tom, jak stroj se chová na vaší podlaze, ne v brožuře.
Když se kupující zaměří pouze na maximální rychlost, často za to později zaplatí zmetkovitostí a prostoji. Místo toho vyhodnoťte funkce, které vytvářejí výstup opakovatelné a snadno ovladatelné. Zde je to, co má obvykle největší dopad:
Užitečným způsobem srovnání možností je převést funkce do obchodních výsledků: méně stížností zákazníků, méně zmetků, rychlejší změny, a snadnější trénink. Pokud dodavatel dokáže vysvětlit, jak jejich návrh snižuje tato rizika, pravděpodobně rozumí skutečné výrobě.
Ani silný stroj na výrobu papírových trubek nemůže „bojovat“ s nestabilními vstupy navždy. Nejrychlejší cestou ke konzistentním trubkám je standardizace základů: papír, lepidlo, nastavení navíjení a nastavení řezání. Zde je praktický přístup, který můžete rychle implementovat.
Pokud chcete jednoduchý způsob myšlení: nehoňte se za defekty na konci. Zachyťte unášení brzy pomocí malých kontrol a konzistentních receptů. To mění výrobu trubek z „talentu operátora“ na škálovatelný proces.

Většina náhlých výpadků ve výrobě není náhodná – jde o opožděné důsledky malých zanedbaných problémů. Krátká a důsledná údržba rutina často překonává „dny velkých oprav“, které přicházejí poté, co kvalita již klesla.
Také: Veďte si jednoduchý deník. Když se objeví závada, zaznamenejte si datum, typ tuby, dávku papíru, nastavení lepidla, rychlost a kdo byl ve směně. Vzory se stanou viditelnými rychleji, než byste čekali – a pomocí těchto vzorů opravíte základní příčiny namísto opakování mimořádných událostí.
Pokud máte co do činění s nestabilními rozměry trubek, problémy s lepením nebo prostoje, které vám neustále žerou marže, nesnažte se jen „usilovněji ladit“. Definujte svůj sortiment trubek, uzamkněte své procesní receptury a vyberte zařízení, které operátorům usnadní konzistenci – každou směnu, nejen dobrý den.
Chcete přizpůsobit konfiguraci stroje na výrobu papírových trubek svým přesným velikostem trubek, materiálům a výstupním cílům? Oslovte seWenzhou Feihua Printing Machinery Co., Ltd.a kontaktujte násprodiskutovat vaše požadavky a získat praktická doporučení pro čistší a konzistentnější výrobní linku.











